Станки с ЧПУ для обработки пенопласта
функциональное качественное оборудование для малого и среднего бизнеса
-------------------------------------------------------------------------------------
Пишите: simple_cnc@ukr.net Звоните: +38(097)240 59 85
Акцент

20.03.2012.Разработана технология получения сложных 3D объектов по существующей трехмерной модели.

15.12.2011.Разработан полный комплект инструкций к оборудованию.

20.07.2011.Запущена в производство новая система управления EScontrol, которая улучшает по сравнению с компьютером динамические показатели станка и упрощает работу с ним.
16.02.2011.Добавлено видео в раздел Работы профессионалов, которое демонстрирует применение нашего термоплоттера в процессе создания видеоклипа.
01.05.2010.Начата разработка четырехкоординатного фрезерного станка для пенопластового скульптуринга.
Термоблоки

Отделка фасадов

Модели для литья

3D модели

Элементы пенопластовых домов

Элементы интерьера

Элементы из пенополистирола
Муляжи

Объемные буквы

Тест для проверки точности термоплоттера
При приобретении станков для фигурной резки пенопласта, покупателю следует обращять внимание на следующие характеристики станка:
- Размеры рабочего пространства и компоновка;
- Технологические возможности (виды продуктов резки);
- Качество комплектующих и качество сборки;
- Качество программного продукта;
- Точтность станка.
Под точностью следует понимать соответствие реального положения режущей струны в пространстве запрограммированному. Если станок допускает отклонения от требуемого профиля, это может вызвать осложнения при порезке стыкующихся, сопрягающихся деталей. Особенно много проблем эта ситуация может принести если человек приобрел неточный станок для производства фасадного декора.
При нанесении армирующего покрытия на погоннажные элементы (плинтуса, молдинги и т.д.) требуется выдержка равномерного зазора по всему контуру между изделием и шпателем. Кроме того требуется высокая повторяемость сечения профиля. При компоновке вырезаемых профилей на блоке пенопласта, для компактности профиля распологаются "валетом", горизонтально, вертикально. Поэтому требуется высокая повторяемость сечения профиля при различных его положениях на рабочей плоскости XY станка.
Как показала практика, станки не всех производителей обеспечивают требуемую точность. Ниже изложен тест, которому мы подвергаем свое оборудование. Покупатель вправе требовать от станка прохождения подобного теста.1. При подготовке файла порезки располагаем профиля в различных направлениях. Разводкой холостых переездов сводим к минимуму влияние на точность порезки опускания детали в процессе реза.
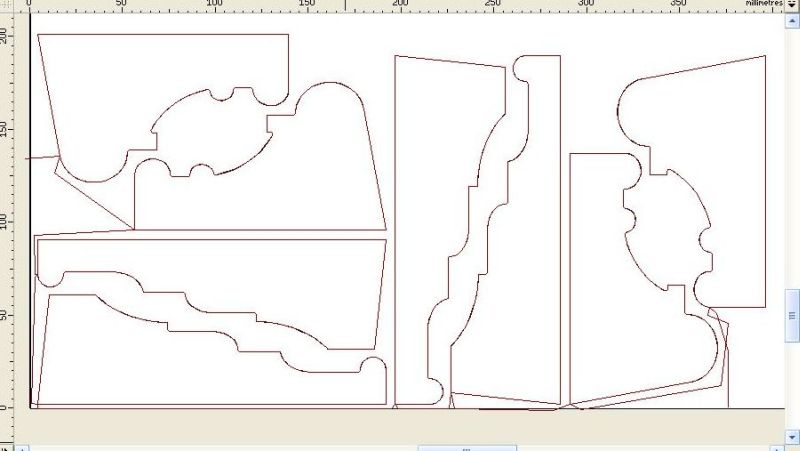
2. После реза нумеруем маркером вырезанные детали.

3. Прикладываем вырезанные детали к шпателю (в данном случае используется шпатель вырезанный из нержавеющей стали на лазерном комплексе) и анализируем результаты.








На всех деталях зазор должен быть одинаровым и равномерным.